008615129504491

| Materiale | Gr. 5, Gr. 5 ELI, Ti-6Al-4V ELI |
| Standard | ASTM F136, IS05832-3 |
| Størrelse | (1,0~12,0) T * (300~1000) B * (1000~2000) L mm |
| Tolerance | 0,05-0,2 mm |
| Tilstand | M, udglødet |
| Overfladetilstand | Poleret, tilpasset overflade |
| Ruhed | Ra <3,2 um |
100% overfladefejldetektion .
Denne del af inspektionsfladen er den første proces i inspektionsafdelingen. Stangen roteres konstant for at kontrollere, om der er defekter såsom revner og buler på overfladen. Hvis der er defekter, markeres de og registreres derefter i defektbeholdningen.
100% infrarødt diameterinstrument. Præcis diametermåling og streng tolerancekontrol.
De detaljerede inspektionstrin er som følger:
1. Før inspektionen påbegyndes, følger inspektionsteknikeren op på det krævede toleranceområde og indstiller advarselsværdier.
2. For at starte inspektionen roteres hver stang jævnt gennem inspektionsområdet, og de detekterede diameterdata vises på instrumentet.
3. Når diameteren er for stor eller for lav, giver inspektionsinstrumentet en advarsel, og stangen bortskaffes som skrot eller poleres to gange for at reducere diameteren.
100% retlinjekontrol.
Rethedstolerancen er graden af afvigelse for hvert punkt på linjen fra linjen, givet rethed 0,3‰-0,5‰. Den detaljerede bearbejdning består i at placere en stang på overfladen af en godt oplyst platform, stangen ruller frem og tilbage, inspektøren ser fremad og bruger en 0,2 mm lineal til at detektere mellemrummet mellem stangen og platformen.
100% detektion af hvirvelstrømsfejl.
Spolen, hvori det inspicerede produkt placeres inden i spolen til inspektion, er egnet til detektering af stænger og tråde med en diameter på 3-14 mm. Da magnetfeltet, der genereres af spolen, først virker på prøvens ydervæg, er effekten af at detektere defekter på den ydre væg bedre, og detekteringen af defekter på den indre væg udføres ved hjælp af penetration, og der er ingen skade på produktets overflade og ydeevne.
100% ultralydsinspektion.
Detekterer primært metallurgiske defekter inde i produktet i henhold til AMS 2631. Produktet placeres i en vask, og instrumentet bruges til at teste produktet frem og tilbage på overfladen, mens det roterer, og instrumentet observeres for at vise enheden, og hvis topværdien pludselig bliver højere, er produktet ikke homogent internt.
Test af fysiske egenskaber, herunder trækstyrke, flydespænding, forlængelse A i 4D eller 4W min., reduktion af areal B min. Mikrostruktur. A1-A5. Interne strukturer blev observeret under mikroskoper med høj og lav forstørrelse til gradering af mikrostrukturen. Kvalitetscertifikater og tredjeparts testrapporter vil blive leveret efter anmodning.
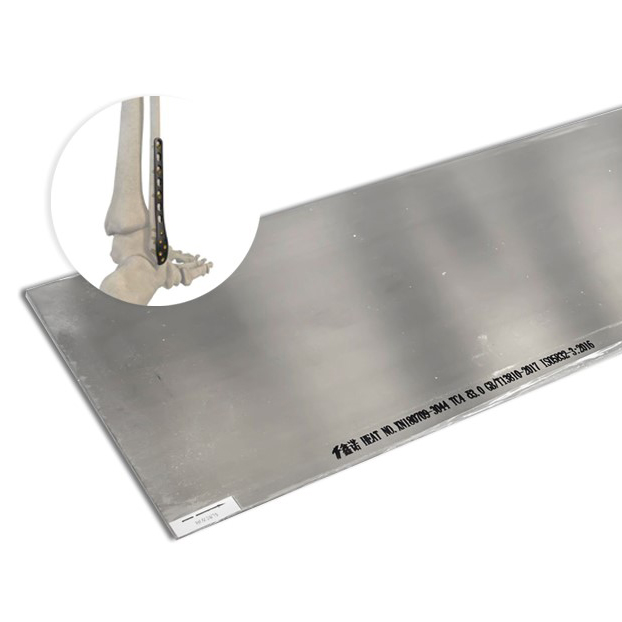
Vores virksomhed specialiserer sig i produktion af titaniumprodukter. Materialet har lav densitet, men gode egenskaber, og det anvendes i vid udstrækning i den medicinske industri. Og det anvendes i høj grad inden for medicinske områder: led, tandbehandling, medicinske implantationsmaterialer, kirurgiske instrumenter osv. Du er velkommen til at kontakte os, hvis du har spørgsmål!